


The valve no longer closes properly? Possible causes include an incorrectly set valve clearance − or the valve seat insert or valve guide were not remachined centrically. An excessively large or small valve guide clearance can also have fatal consequences. You will find an overview of possible valve failures and their causes in this article.
You will find a list of possible causes of failures described in the article below.
INSTALLATION AND ADJUSTMENT ERRORS
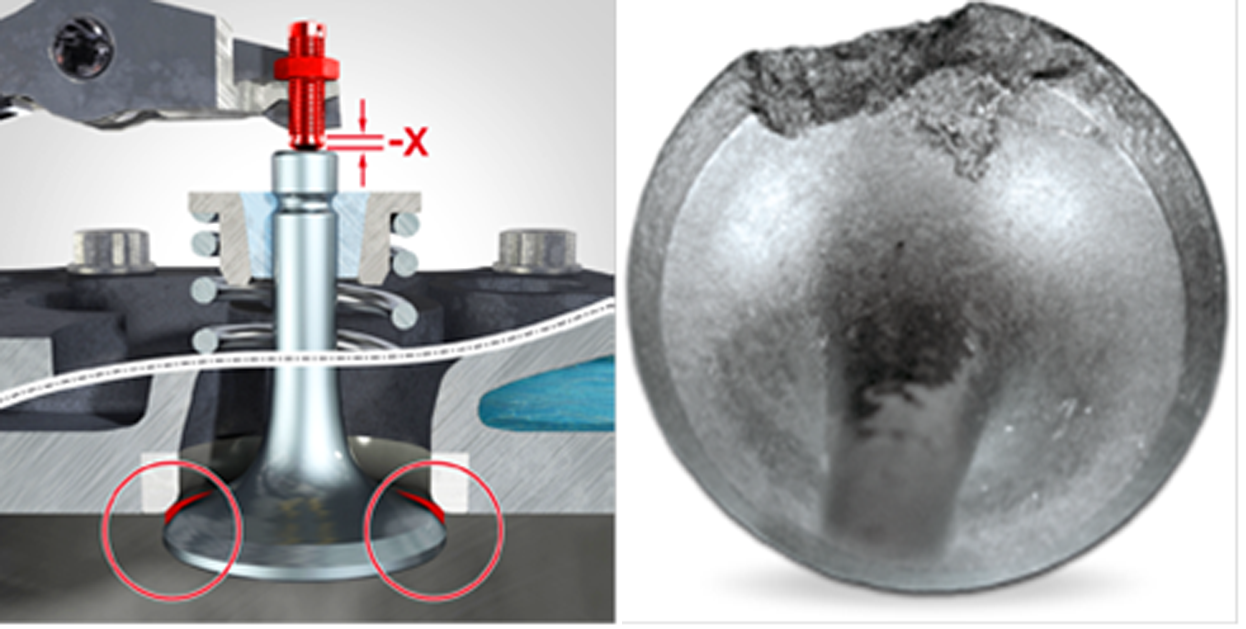
Incorrect valve clearance settings
Cause: The valve clearance has been set too tight or the maintenance intervals have been exceeded.
Consequence: The value no longer closes properly. Combustion gases flow past the valve seat and heat up the valve head. This causes the valve head to overheat and burns through in the seat area
Incorrectly installed valve springs
Cause: The spring was not inserted correctly during installation. The tilted spring has caused a lateral bending moment (M) on the valve stem.
Consequence: The resultant alternating bending stress ultimately caused a fracture of the valve stem face and destroyed the valve guide.

Incorrectly installed hydraulic tappets
Cause: After installation of the tappets, the minimum required waiting time before starting the engine (at least 30 mins) was not observed. As a result, the excess oil in the working area of the tappets did not have enough time to escape.
Consequence: If the engine is started prematurely, the valves strike against the piston and can bend or break.
MACHINING ERRORS
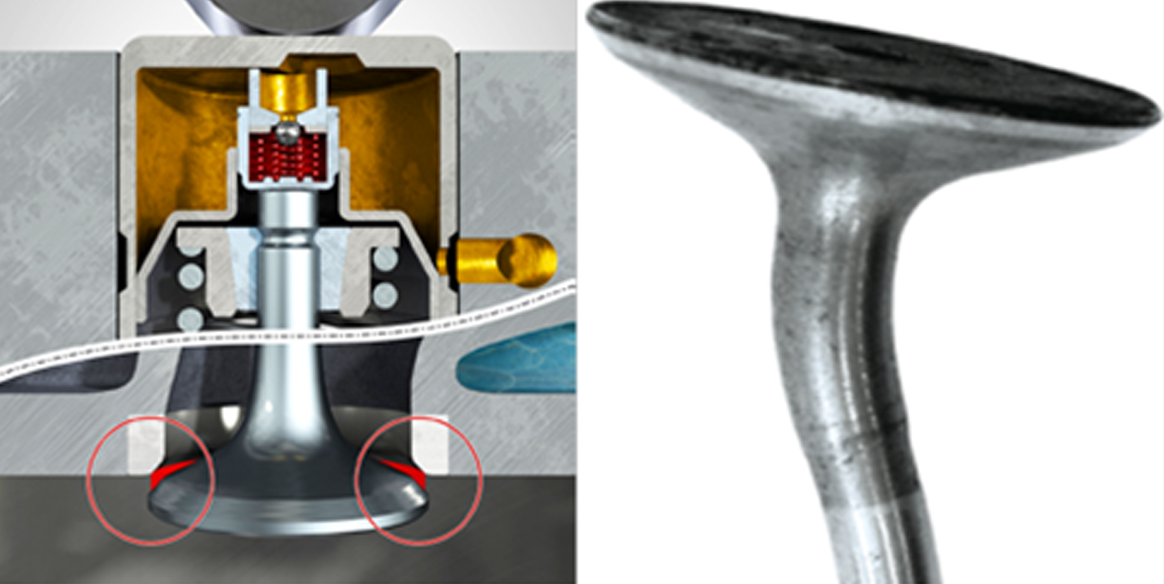
Misalignment at the valve seat insert or valve guide
Cause: Non-centric remachining of the valve seat or guide.
Consequence: The valve fails to close properly, overheats and burns through in the seat area. Fatigue fractures in the area of the fillet may also occur as a result of the unilateral stress of the valve head.
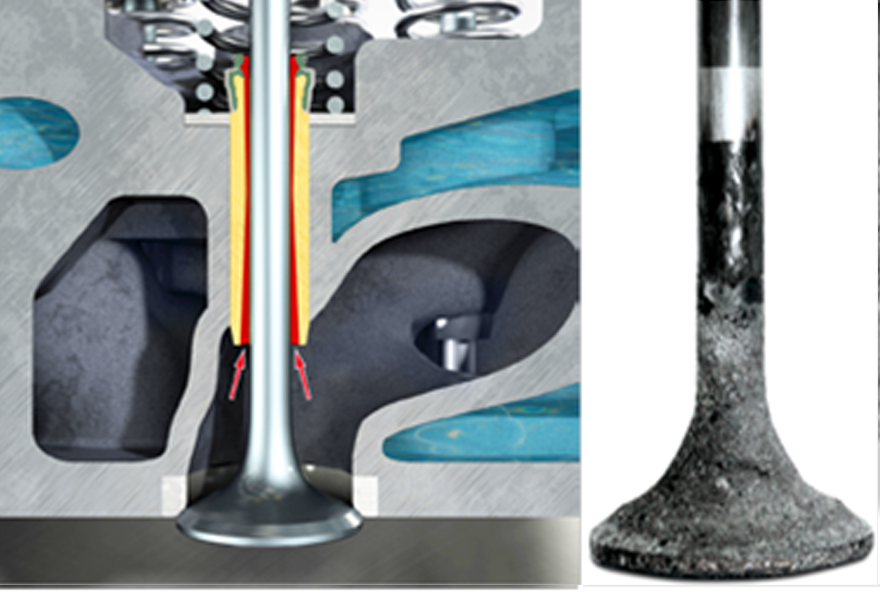
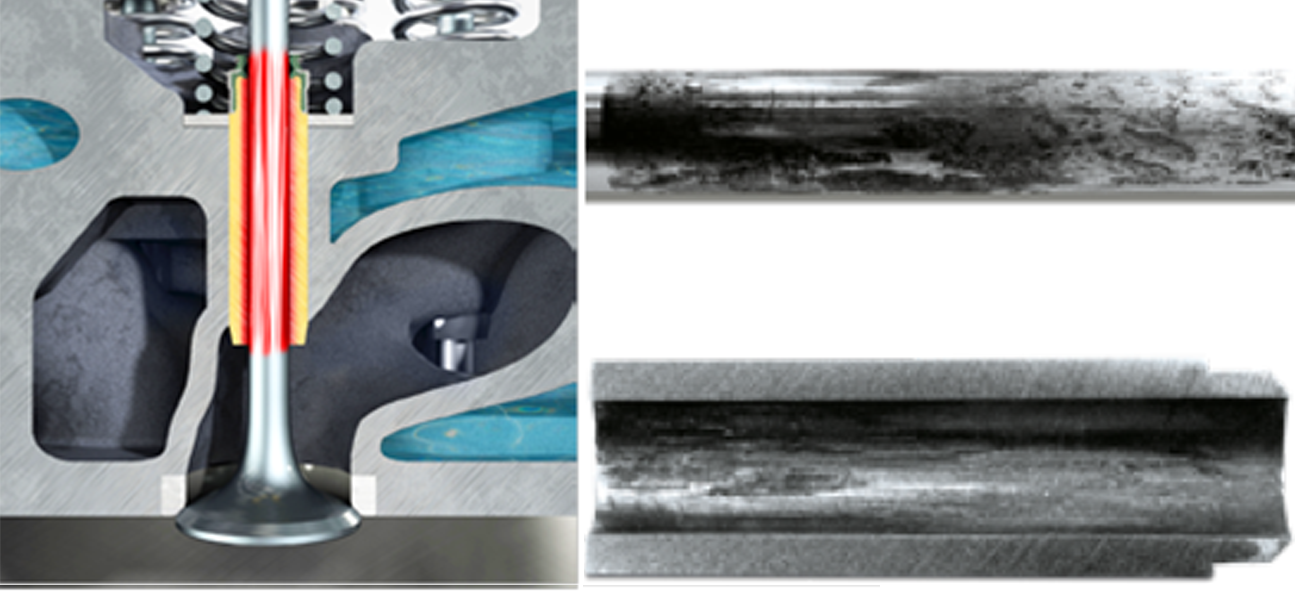
Excessive valve guide clearance
Cause: The valve guide clearance is too large due to excessive wear of the valve guides or due to excessive reaming during repair.
Consequence: The influx of hot gases can cause significant carbon deposits in the area of the stem guide. The valve becomes stiff and fails to close properly, with overheating of the seat occurring as a result (burns or shot channels).
Insufficient valve guide clearance
Cause: The guide diameter has been dimensioned too small during replacement of the valve guides.
Consequence: Inadequate lubrication, stiffness and seizures of the valve stem in the guide. Consequential damage such as overheating of the valve head or seat area can occur.
INSTALLING WORN PARTS
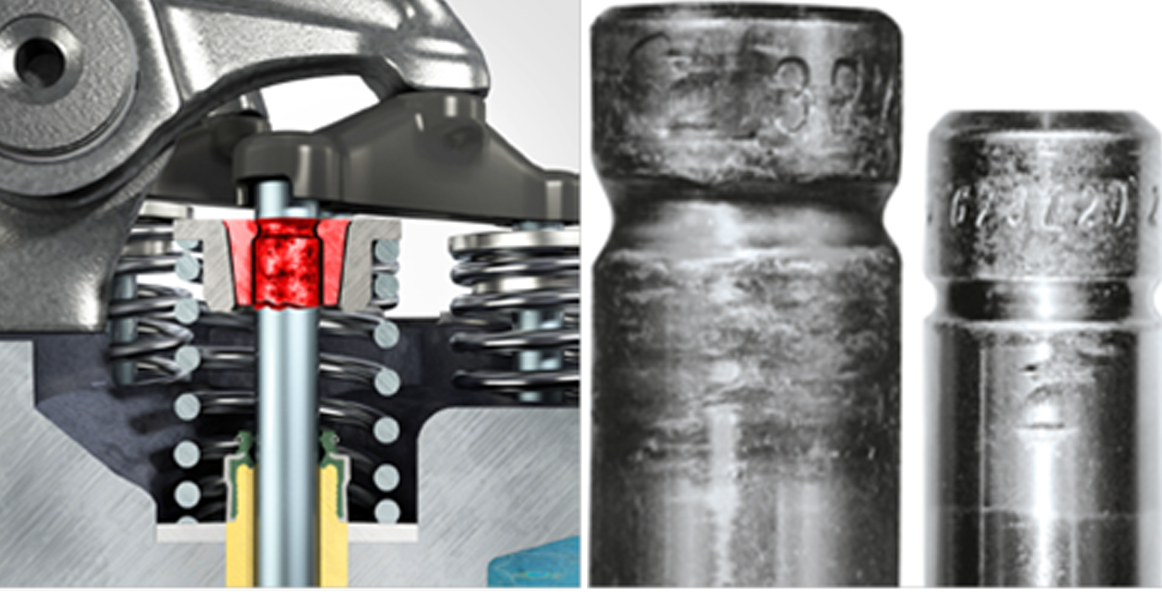
Use of worn valve cotters
Cause: Old, worn valve cotters were used during replacement of the valves.
Consequence: If worn valve cotters are reused, the clamping system can become loose during operation. This results in frictional corrosion on the stem and weakening of the valve in this area. This can cause vibration fatigue failure.
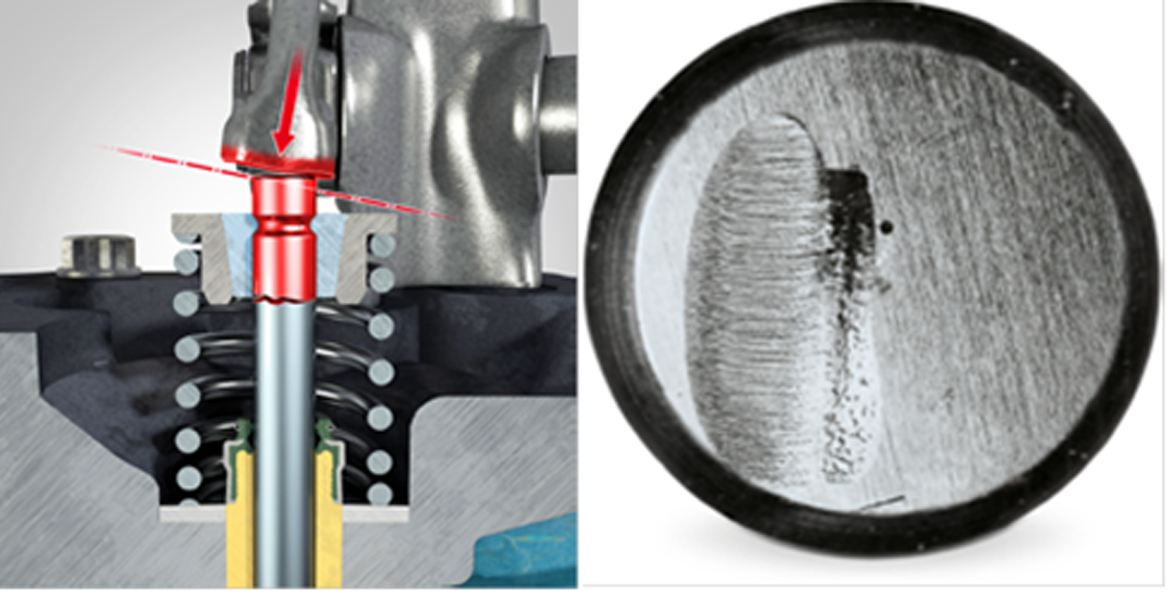
Installing damaged rocker arms/finger type rockers
Cause: Forces are applied eccentrically from the rocker arm to the skirt end face of the valve.
Consequence: Unilateral wear occurs on the stem and the skirt end. The lateral force on the valve stem caused by the eccentric application of force causes fatigue fractures in the area of the clamping system.
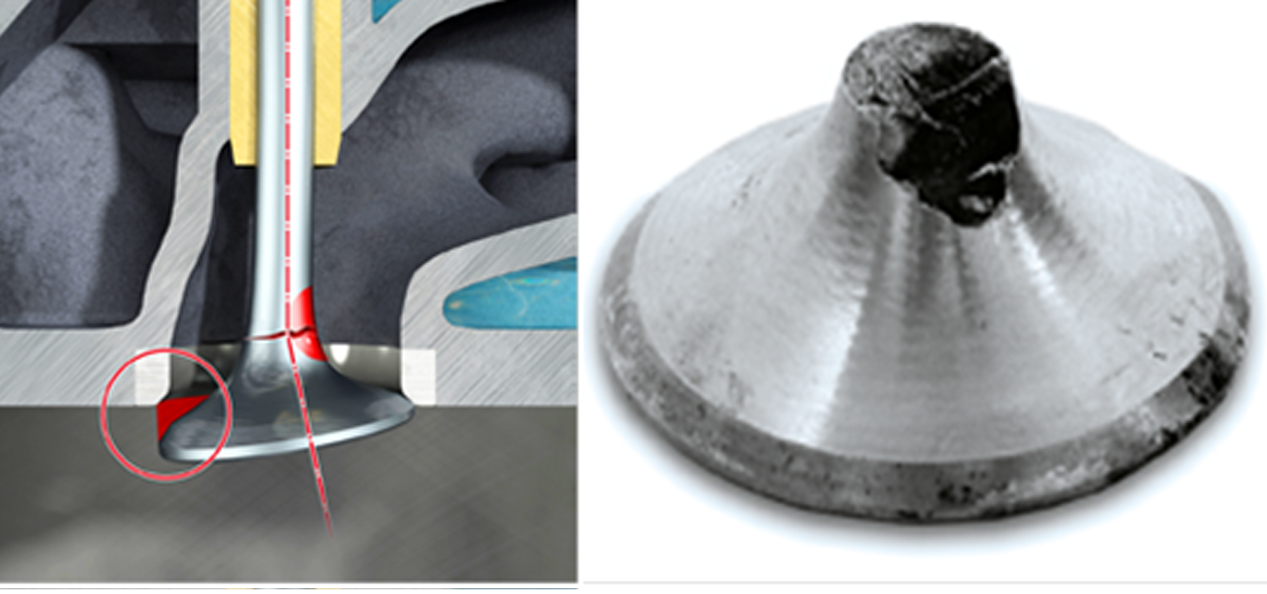
Installing bent valves
Cause: A bent valve stem will cause unilateral support of the valve seat on the seating ring.
Consequence: The unilateral stress causes alternating bending stresses and fatigue fractures in the fillet radius at the transition to the stem.
COMBUSTION DEFAULTS
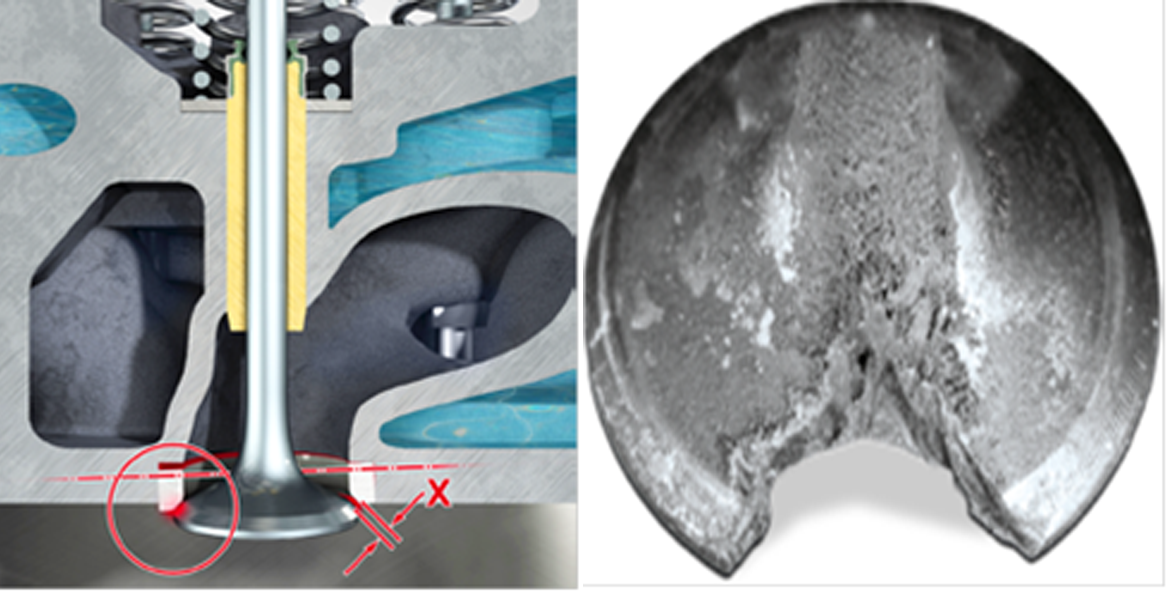
Valve overstressing due to combustion defaults
Cause: Significant increased pressure and temperature loads occur in the combustion chamber as a result of combustion defaults.
Consequence: The valve head cannot withstand the high thermomechanical loads and bends inwards. This results in so-called tulip formation and causes fractures in the area of the valve head.

Here you will find an overview of all valves in K Motorshop range.
The article is based on TRW service information (Reference number: 50003976-10)